

1. 서 론
2. 실내실험 및 방법
2.1 재료특성
2.2 실내실험 및 방법
3. 실험결과 및 분석
3.1 나일론 섬유 혼합율에 따른 강도변화 특성
3.2 나일론 섬유 혼합에 따른 응력-변형 거동 특성
3.3 종합분석
4. 결 론
1. 서 론
오염물질이나 지하수의 흐름 및 유출의 차단, 해수 침투 방지 및 노후된 제방의 보수·보강 등 지하수 제어가 필요한 여러 분야에서 다방면으로 활용되는 Slag-Cement-Bentonite (이하 Slag-CB)는 Cement-Bentonite(이하 CB)의 일종으로 CB에 혼합되는 시멘트의 일부를 Ground Granulated Blast-furnace Slag(이하 GGBS)로 치환하여 사용하는 차수벽의 일종이다(Kim et al., 2022). Slag-CB는 설계 시 깊이와 폭을 계획하여 원지반을 굴착함과 동시에 벤토나이트, 시멘트, GGBS 및 물을 혼합한 슬러리로 치환함으로 굴착면을 안정화시키는 동시에 시간이 경과됨에 따라 소요 강도를 발휘하는 벽체를 구성함으로 시공이 매우 빠르고 간편하며, 굴착구역을 슬러리로 즉시 치환함으로 벽체의 균질성을 확보하여 성능이 우수하다는 장점이 있다(Hwang et al., 2016; Kim & Lee, 2022a). 일반적으로 Slag-CB는 고품질의 GGBS를 사용한 경우 GGBS의 치환율이 증가함에 따라 압축강도, 차수성, 내구성 및 내화학성 등이 장기적으로 향상되는 장점이 있으나(Jefferis, 1997; Evans & Dawson, 1999; Opdyke & Evans, 2005), 벽체의 유연성 및 변형에 대한 저항성이 저하되며 파괴 시 취성을 보이는 문제가 있다(Chowdhury et al., 2016). 이러한 단점으로 해외 일부 품질기준에서는 Slag-CB의 최대압축강도를 제한하여 취성파괴를 예방하는 방안을 제안하고 있으며, 미국 Bureau of Reclamation(2014)에서는 Slag-CB의 강도는 68.95~137.89 kPa로 제안하고, 벽체의 유연성과 균열에 대한 저항성을 고려하여 최대 344.74 kPa 이하로 설계하도록 요구하고 있다.
위와 같이 Slag-CB의 유연성 및 변형에 대한 저항성 저하로 인한 취성파괴를 방지하기 위해 Slag-CB를 저강도로 설계하도록 권장하고 있어 GGBS 치환율이 높은 고강도의 Slag-CB의 현장 적용에 다소 어려움이 있다. 이러한 문제는 콘크리트에서도 발생되고 있으며, 콘크리트의 취성파괴를 방지하기 위한 대표적인 공법으로 섬유보강 콘크리트가 활용되고 있다(Kim et al., 1995). 섬유보강 콘크리트는 콘크리트에 섬유를 혼합함으로 취성파괴를 방지하고 균열제어를 통한 콘크리트의 인성 및 연성을 개선할 목적으로 개발된 콘크리트로(Kim & Lee, 2022b) 섬유재료에 따라 다양한 섬유보강 콘크리트가 개발되어 왔으며, 최근에는 나일론(Nylon) 섬유를 혼합한 섬유보강 콘크리트가 주로 활용되고 있다(Han et al., 2007).
이에 본 연구에서는 Slag-CB의 유연성 및 변형에 대한 저항성을 개선하여 취성파괴를 방지함으로 Slag-CB의 현장 활용성 및 적용성을 향상시키기 위해 나일론(Nylon) 섬유를 혼합한 Slag-CB 차수벽을 대상으로 GGBS 치환율과 나일론 섬유 혼합율에 따라 시료를 제작한 후 일축압축강도시험을 실시하여 압축거동 특성을 평가함으로서 Slag-CB의 유연성 및 변형에 대한 저항성 향상방안을 제시하였다.
2. 실내실험 및 방법
2.1 재료특성
2.1.1 시멘트
Slag-CB의 고결 및 강도발현을 위해 혼합되는 시멘트는 국내에서 사용 중인 H사의 1종 보통 포틀랜드 시멘트를 사용하였으며, 실험에 사용된 시멘트의 특성은 Table 1~Table 2와 같다.
Table 1.
Physical properties of O.P.C.
| Specific gravity | 3.14 | Curing time | Compressive strength (MPa) | |
| Blaine (cm2/g) | 3,780 | 3 day | 32.1 | |
| Hydration heat (cal/g) | 39 | |||
| 7 day | 44.9 | |||
| Setting time (h:m) | Initial | 04:40 | ||
| 28 day | 55.1 | |||
| Final | 05:50 | |||
Table 2.
Chemical properties of O.P.C.
| Chemical components (%) | ||||
| SiO2 | Al2O3 | CaO | MgO | Fe2O3 |
| 22.23 | 5.21 | 64.58 | 2.3 | 3.38 |
2.1.2 벤토나이트
Slag-CB의 블리딩 감소, 차수성 향상 등을 위해 혼합되는 벤토나이트는 Montmorillonite를 주성분으로 하며, 팽윤성과 이온흡착 능력이 우수하여 차수재료로 주로 활용되고 있는 나트륨계 벤토나이트를 사용하였다. 실험에 사용된 벤토나이트의 물리, 화학적 특성은 Table 3~Table 4와 같다.
Table 3.
Chemical properties of bentonite
| Chemical components (%) | |||||
| SiO2 | Al2O3 | CaO | MgO | K2O | Na2O |
| 53.8 | 18.4 | 3.37 | 2.62 | 1.37 | 3.74 |
Table 4.
Physical properties of bentonite
| Property | Value |
| Moisture content (100℃, 2hr) | 11.8% |
| Particle size (% of passed by 200 mesh) | 82.2 |
| Swelling volume (mL / 2g) | 25 |
| Specific gravity | 2.46 |
| Ph | 10.3 |
2.1.3 GGBS
Slag-CB에 혼합되는 시멘트를 대체하여 사용되는 GGBS는 국내에서 생산되고 상용 중인 A사의 콘크리트용 GGBS 3종을 사용하였으며, 실험에 사용된 GGBS의 특성은 Table 5와 같다.
Table 5.
Physical properties of GGBS
| Specific gravity | 2.90 | Curing time | Activity index (%) |
| Blaine (cm2/g) | 4,530 | 7 day | 65 |
| Loss ignition (%) | 1.03 | ||
| 28 day | 83 | ||
| Chloride ion (%) | 0.01 | ||
| MgO (%) | 2.33 | ||
| 91 day | 99 | ||
| SO2 (%) | 1.90 |
2.1.4 나일론 섬유
Slag-CB의 유연성 및 변형에 대한 저항성 향상을 위해 혼합되는 나일론 섬유는 국내 K사에서 생산되어 사용 중인 섬유보강재로 분산성을 향상시키기 위해 섬유 표면에 분산제가 코팅되어 있으며, 친수성 섬유보강재로 시멘트 입자와의 부착성능이 매우 우수하다. 실험에 사용된 나일론 섬유보강재의 특성은 Table 6과 같다.
Table 6.
Physical properties of nylon fiber
| Property | Value |
| Specific gravity | 1.13~1.16 |
| Diameter (㎛) | 18.9 |
| Length (cm) | 6 |
| Tensile strength (MPa) | < 800 |
| Elastic modulus (GPa) | < 3.5 |
2.2 실내실험 및 방법
2.2.1 배합조건
나일론 섬유를 혼합한 Slag-CB의 압축거동 특성을 파악하기 위해 Table 7과 같이 혼합되는 시멘트의 일부를 GGBS 치환하는 GGBS 치환율과 나일론 섬유 혼합율을 주요변수로 하여 시료를 조성하였다.
Table 7
Mixture proportion
시료제작 시 혼합속도에 따른 Slag-CB의 특성변화를 방지하기 모든 시료의 혼합속도는 550 r.p.m으로 동일하게 유지하였으며, 시료제작은 총 2단계로 구분하여 실시하였다. 1단계에서는 벤토나이트를 물에 8시간 수화시킨 후 10분간 교반하여 벤토나이트 슬러리를 제작하였으며, 2단계에서는 벤토나이트 슬러리에 시멘트, GGBS 및 나일론 섬유를 첨가하여 10분간 재교반함으로 최종적인 나일론 섬유 보강 Slag-CB 시료를 제작하였다.
2.2.2 일축압축강도시험
배합조건에 따른 나일론 섬유 보강 Slag-CB의 강도변화 특성과 압축거동 특성을 파악하기 위해 KS F 2314에 의거하여 일축압축강도시험을 실시하였다. 일축압축강도시험을 위한 공시체는 직경 5cm, 높이 10cm의 몰드를 이용하여 제작하였으며, 일축압축강도시험 시 재하속도가 강도에 미치는 영향을 배제하기 위해 1mm/min의 재하속도로 일정하게 유지하여 공시체가 파괴될 때까지 시험을 실시하였다.
3. 실험결과 및 분석
3.1 나일론 섬유 혼합율에 따른 강도변화 특성
나일론 섬유를 혼합한 Slag-CB의 배합조건에 따른 압축강도는 Fig. 1과 같다. 모든 배합조건에서 양생기간이 늘어남에 따라 압축강도는 증가하는 것으로 나타났으며, 양생기간에 따른 압축강도 변화는 양생 90일까지 지속적으로 증가되는 것으로 나타났으나, 양생 28일 이후에는 강도증가 폭이 다소 둔화되는 것으로 분석되었다.
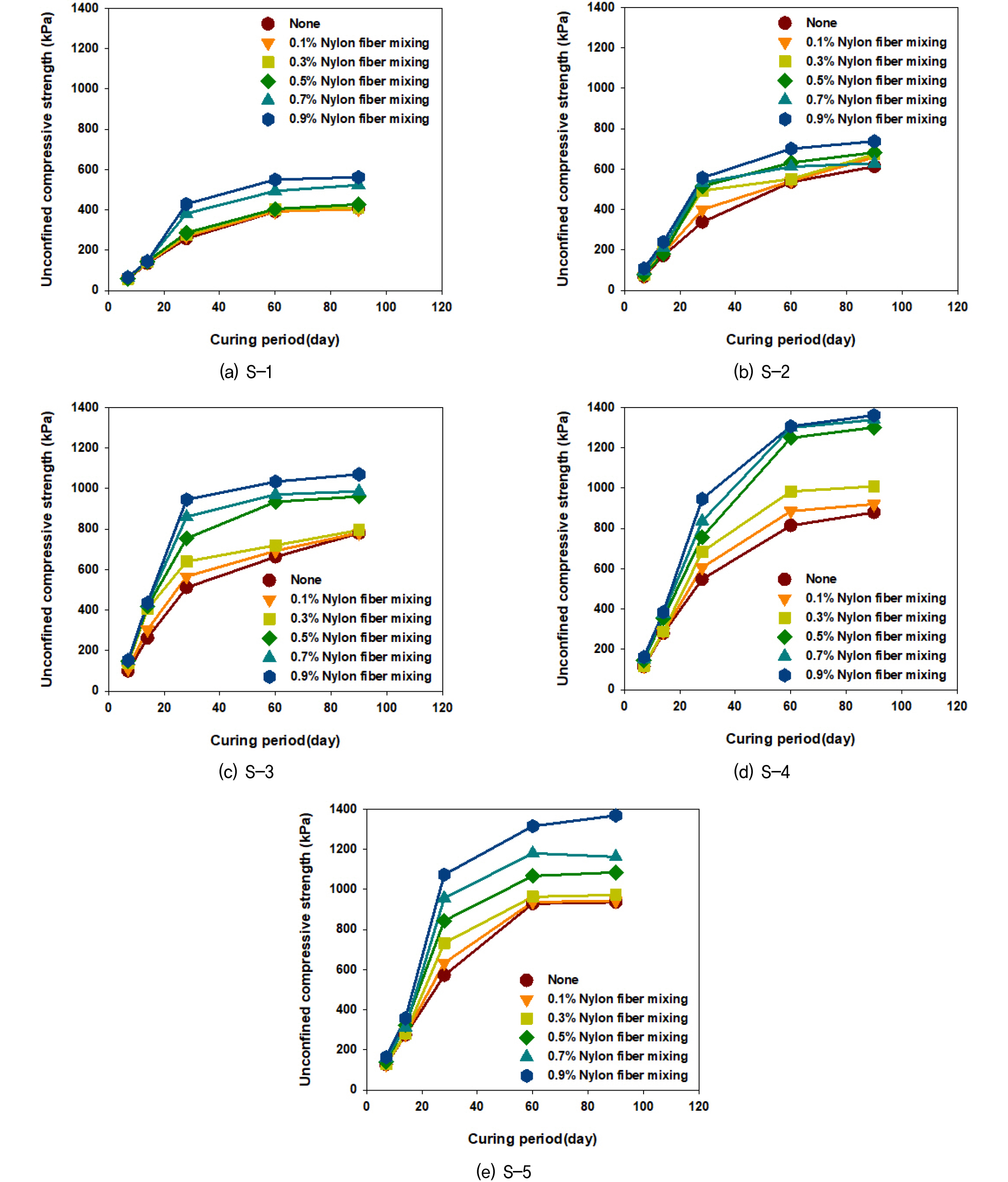
또한, 나일론 섬유 혼합율에 따른 압축강도 변화는 양생 90일을 기준으로 섬유를 혼합하지 않은 경우에 비해 섬유를 혼합한 Slag-CB의 압축강도는 배합비에 따라 1.00~1.46배 높은 압축강도를 보이는 것으로 분석되었으나, 이러한 강도증가 효과는 일정한 경향을 보이지 않는 것으로 나타났다. 이는 혼합된 나일론 섬유 배열에 의한 것으로 Slag-CB에 나일론 섬유 혼합 시 나일론 섬유가 불규칙한 배열 형상으로 혼합되기 때문인 것으로 판단된다.
나일론 섬유 혼합에 따른 강도증가 효과는 양생기간이 짧고 GGBS 치환율이 낮아 상대적으로 낮은 강도를 보이는 배합조건보다 양생기간이 길고 GGBS 치환율이 높은 배합조건에서 더욱 큰 효과를 보이는 것으로 나타났다. 이러한 경향은 나일론 섬유와 Slag-CB 사이의 부착력에 의한 것으로 충분한 강도가 확보되지 않은 경우 나일론 섬유와 Slag-CB 사이의 부착력 부족으로 나일론 섬유에 의한 보강효과가 발휘되기 전에 나일론 섬유와 Slag-CB 사이에서 슬립파괴가 발생되는 반면, 충분한 강도가 발휘되는 경우 나일론 섬유와 Slag-CB 사이의 부착력 증가로 나일론 섬유 혼합에 따른 보강효과가 발휘되는 것으로 판단된다.
3.2 나일론 섬유 혼합에 따른 응력-변형 거동 특성
나일론 섬유를 혼합한 Slag-CB의 응력-변형 거동 특성 및 파괴 시 변형률 변화 등을 파악하기 위해 양생 90일 이후의 Slag-CB를 대상으로 일축압축강도시험을 실시하였으며, 그 결과는 Fig. 2와 같다.
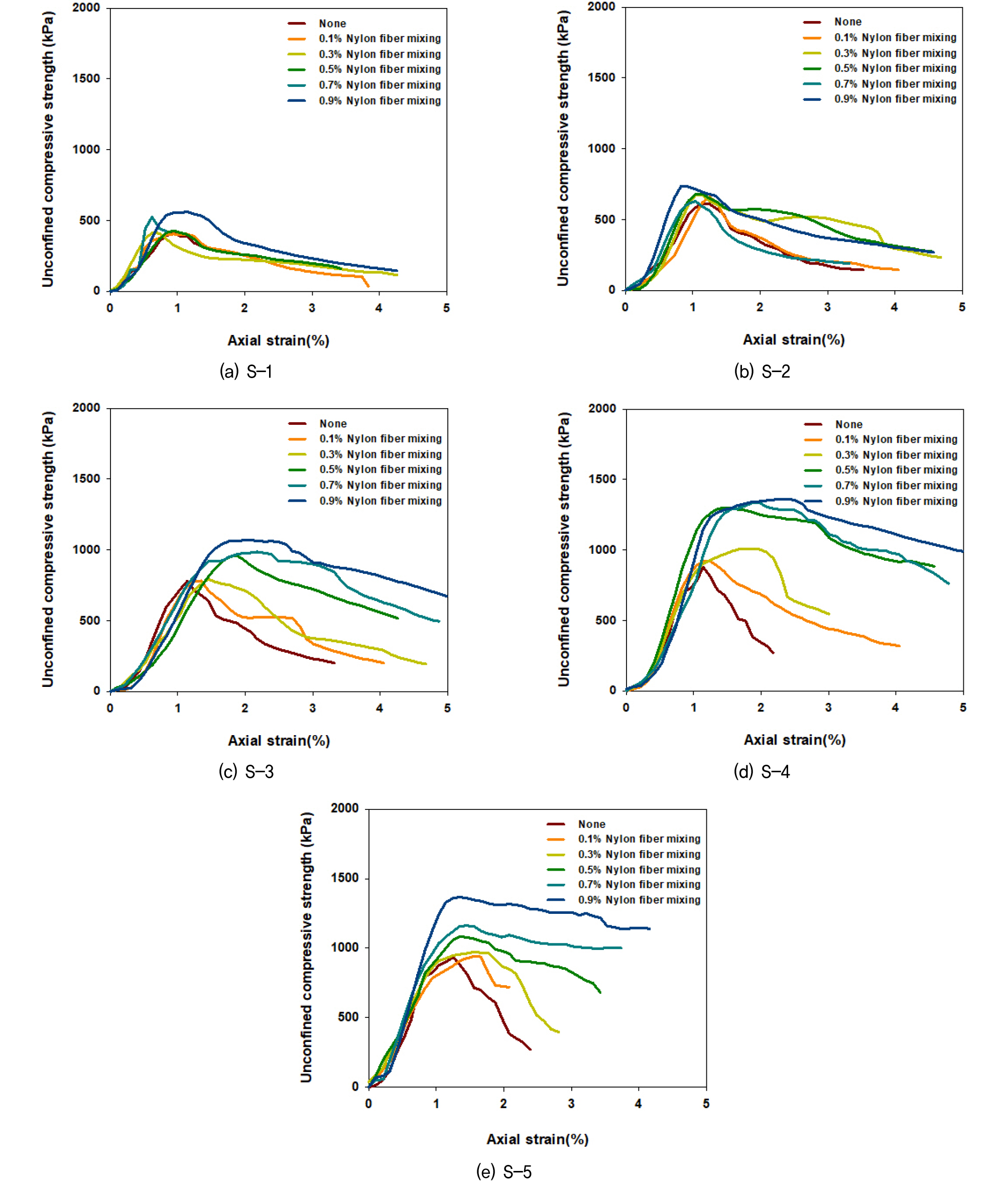
양생 90일 이후 나일론 섬유 보강 Slag-CB의 응력-변형 분석결과, GGBS 치환율이 50~60%인 배합조건(S-1~S-2)의 경우 모든 나일론 섬유 혼합율이 증가함에 따라 최대 압축강도는 증가하는 것으로 나타났으나, 동일한 GGBS 치환율에서 나일론 섬유 혼합율과 무관하게 파괴 시 변형률은 유사한 것으로 분석되었다. 또한, 모든 나일론 섬유 혼합율에서 최대 압축강도 이후 급격한 강도감소가 발생됨에 따라 나일론 섬유 혼합에 따른 보강효과는 미미한 것으로 판단된다.
반면, GGBS 치환율이 70% 이상인 배합조건(S-3~S-5)인 경우 나일론 섬유 혼합율이 증가함에 따라 최대 압축강도 및 파괴 시 변형률이 증가하는 것으로 나타났다. 특히, 나일론 섬유 혼합율이 0.5% 미만인 경우 최대 압축강도 이후 급격한 강도감소가 나타남에 따라 나일론 섬유 혼합에 따른 보강효과는 다소 미미한 것으로 분석되었으나, 나일론 섬유 혼합율이 0.5% 이상인 배합조건에서는 최대 압축강도와 유사한 강도가 발휘되는 변형률 구간이 증가하고, 최대 압축강도 이후 강도감소가 현저하게 저하되는 것으로 나타남에 따라 나일론 섬유 혼합에 따른 Slag-CB의 유연성 및 변형에 대한 저항성이 개선됨을 알 수 있다.
3.3 종합분석
이상의 결과를 종합하여 볼 때, Slag-CB의 나일론 섬유 혼합으로 인한 보강효과를 발휘하기 위해서는 나일론 섬유 보강 Slag-CB 배합 시 GGBS 치환율은 70% 이상, 나일론 섬유 혼합율은 0.5% 이상으로 혼합하고, 양생일수는 90일 이상으로 유지하여 나일론 섬유와 Slag-CB 사이의 부착력을 확보해야 할 것으로 판단된다.
다만, 향후 Slag-CB에 적용하기 위한 나일론 섬유의 최대 혼합율은 본 논문에서 실시한 나일론 섬유 혼합율(0.9%) 보다 높은 나일론 섬유 혼합율로 배합된 Slag-CB를 대상으로 추가 연구가 필요할 것으로 사료된다.
4. 결 론
Slag-CB의 유연성 및 변형에 대한 저항성을 개선하여 취성파괴를 방지하기 위해 나일론 섬유를 혼합한 Slag-CB를 대상으로 GGBS 치환율과 나일론 섬유 혼합율 등에 따른 나일론 섬유 보강 Slag-CB의 압축거동 특성을 평가한 결과는 다음과 같다.
(1) 나일론 섬유 보강 Slag-CB의 일축압축강도는 모든 배합조건에서 나일론 섬유 혼합율이 증가함에 따라 압축강도도 증가하는 것으로 나타났으나, 이러한 강도증가 효과는 일정한 경향을 보이지 않는 것으로 나타났다. 이는 나일론 섬유 혼합 시 불규칙한 배열의 형상으로 혼합되기 때문인 것으로 판단된다.
(2) 나일론 섬유 혼합에 따른 Slag-CB의 보강효과는 양생기간과 GGBS 치환율 증가에 따라 더욱 뚜렷하게 나타났다. 이는 나일론 섬유와 Slag-CB 사이의 부착력에 의한 것으로 충분한 강도가 발휘되면 나일론 섬유와 Slag-CB 사이의 부착력 증가로 인해 나일론 섬유 혼합에 따른 보강효과가 발휘되는 것으로 판단된다.
(3) 배합조건에 따른 나일론 섬유 보강 Slag-CB의 응력-변형 거동특성은 GGBS 치환율 70% 이상, 나일론 섬유 혼합율이 0.5% 이상인 배합조건의 경우 최대 압축강도와 유사한 강도가 발휘되는 변형률 구간이 크게 증가하고, 최대 압축강도 이후 강도감소가 현저하게 저하됨에 따라 나일론 섬유 혼합에 따른 Slag-CB의 유연성 및 변형에 대한 저항성이 개선되는 것으로 분석되었다.
(4) 나일론 섬유 혼합에 따른 Slag-CB의 보강효과를 향상시키기 위해서는 나일론 섬유 보강 Slag-CB 배합 시 GGBS 치환율은 70% 이상, 나일론 섬유 혼합율은 0.5% 이상으로 배합하고, 양생일수는 90일 이상으로 유지하여 나일론 섬유와 Slag-CB 사이의 부착력을 확보해야 할 것으로 판단된다.
향후 다양한 섬유 보강재의 활용과 인장강도, 휨강도 및 차수성 등의 여러 공학적 특성 평가를 통해 섬유 보강재가 적용된 Slag-CB의 활용성 및 현장 적용성을 향상시키기 위한 연구가 필요할 것으로 사료된다.
